


Box Checkweigher Machine: Accurate Weight Control for Carton and Case Packaging
Introduction
In modern automated production lines, ensuring the correct weight of packaged products is essential for maintaining quality, reducing losses, and meeting regulatory standards. A box checkweigher machine is specifically designed to verify the weight of cartons, cases, or boxed products at the end of the packaging line.
Whether in food processing, logistics, or industrial manufacturing, box checkweighers provide a reliable solution for detecting missing items, preventing underweight shipments, and optimizing production efficiency.
What is a Box Checkweigher Machine?
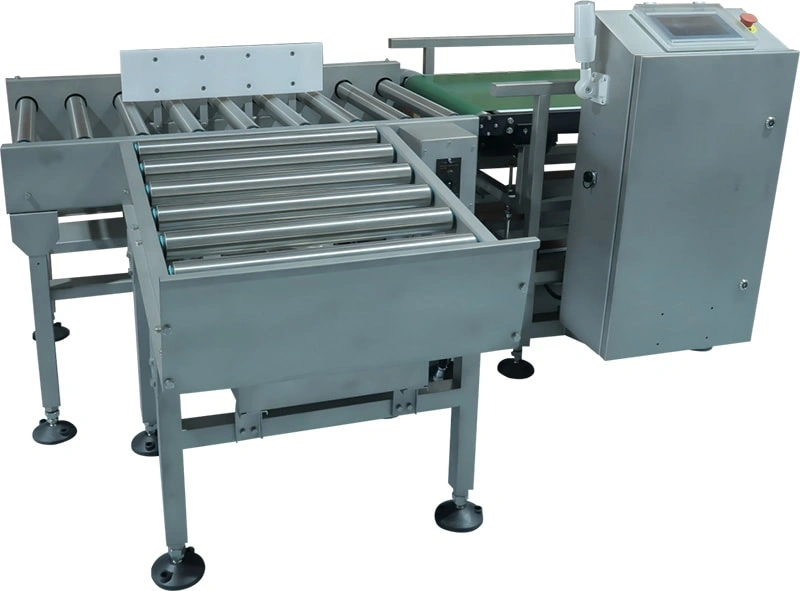
A box checkweigher is an inline automatic weighing system used to inspect the weight of packaged boxes in real time. It ensures that each carton meets predefined weight specifications before leaving the production line.
Like other checkweighing systems, it performs 100% inspection without stopping production, making it ideal for high-speed industrial environments.
If a box is found to be underweight or overweight—indicating missing or extra items—the machine automatically rejects it, ensuring only qualified products proceed to shipping.
How Does a Box Checkweigher Work?
A box checkweigher operates using dynamic weighing technology, meaning products are weighed while moving on a conveyor.
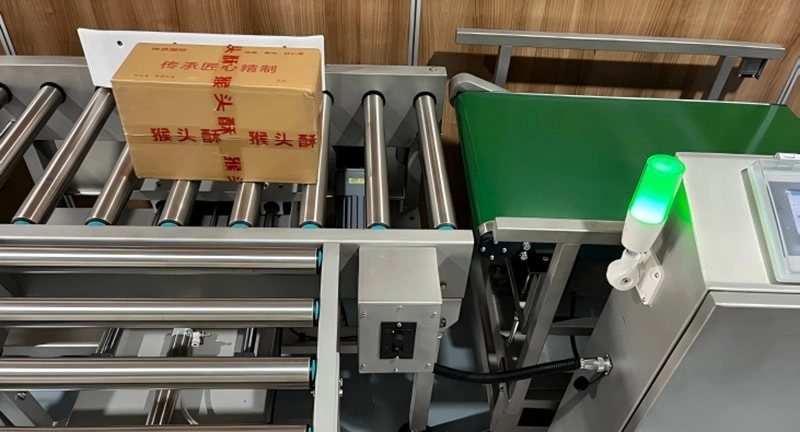
Main Components:
● Infeed Conveyor – Aligns and transports cartons into the weighing area
● Weighing Conveyor (Load Cell System) – Measures the exact weight of each box
● Control System (HMI + PLC) – Compares actual weight with preset limits
● Reject System – Pushes or diverts non-conforming cartons
● Outfeed Conveyor – Transfers accepted boxes to the next process
Working Process:
1.Boxes enter the system via the conveyor
2.Each box is weighed in motion
3.The system compares the weight with target values
4.Qualified boxes continue forward
5.Non-conforming boxes are automatically rejected
This process ensures continuous, high-speed inspection without interrupting production flow.
Key Advantages of Box Checkweigher Machines
1. High Precision and Reliability
Box checkweighers use advanced sensors and load cells to deliver accurate weight measurements, ensuring consistent product quality.
2. Detection of Missing Items
They can identify incomplete cartons (e.g., missing components, accessories, or products), preventing customer complaints and returns.
3. 100% Quality Inspection
Unlike manual sampling, every box is inspected, eliminating the risk of defective shipments.
4. Cost Reduction
By preventing underfilling and overfilling, companies reduce product giveaway and avoid financial losses.
5. Seamless Automation Integration
Box checkweighers easily integrate with packaging lines, carton sealers, labeling systems, and warehouse logistics.

Applications of Box Checkweighers
Box checkweigher machines are widely used across multiple industries:
● Food Industry – Frozen foods, seafood, meat, packaged meals
● Poultry Processing – Whole chicken, chicken parts in cartons
● Logistics & Warehousing – Parcel weight verification
● E-commerce Fulfillment – Order completeness checking
● Manufacturing – Component kits and assembled products
They are especially useful for verifying whether all items are included in a packaged box before shipment.
Key Features to Look For
When selecting a box checkweigher, consider the following features:
● High-speed dynamic weighing capability
● Wide weighing range (suitable for light to heavy cartons)
● Heavy-duty stainless steel construction
● User-friendly touchscreen interface
● Multi-weight classification and sorting
● Data recording and traceability functions
● Easy integration with ERP or MES systems
● Optional barcode scanning and printing systems
Modern systems can also provide real-time production data, helping manufacturers optimize upstream filling and packing processes.
Why Choose a High-Quality Box Checkweigher?
A reliable box checkweigher machine offers more than just weight verification:
● Ensures shipment accuracy
● Protects brand reputation
● Enhances operational efficiency
● Supports compliance with international standards
● Enables smart manufacturing and Industry 4.0 integration
For companies handling large volumes of boxed products, investing in a high-performance checkweigher is a strategic decision that improves both productivity and profitability.
Get a Quote
*RequiredPlanning to upgrade your weight sorting system?
Share your application details and our team will recommend a suitable solution.





